For procurement engineers managing sourced components, CNC milling is rarely the problem finding a verified supplier capable of hitting your tolerances, materials spec, and production volume consistently is. Cold supplier searches waste weeks of qualification time that most engineering teams don’t have. The fix isn’t more outreach; it’s a structured process for narrowing the supplier pool before a single RFQ is sent.
This guide gives procurement teams a working framework for qualifying CNC milling suppliers from capability assessment through to first-article inspection sign-off.
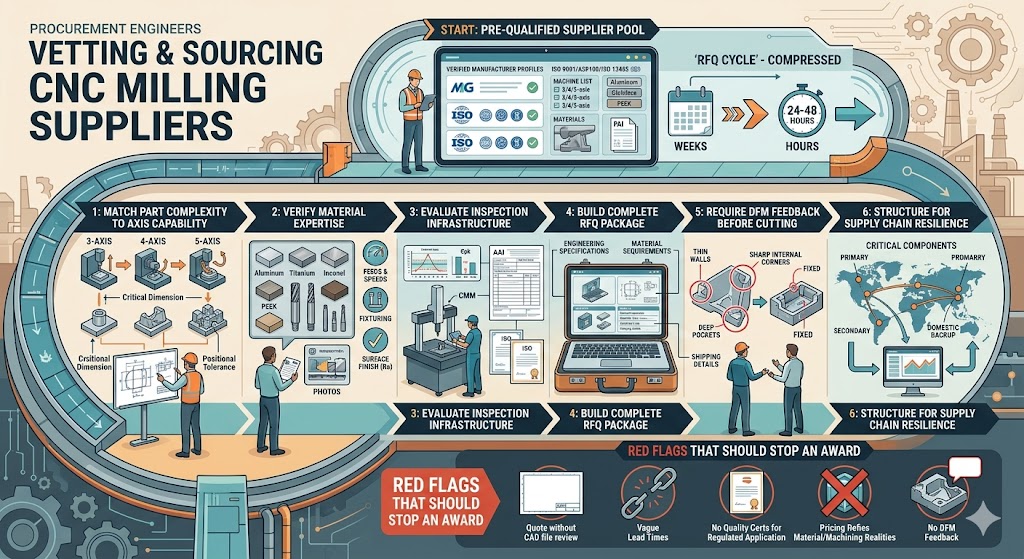
Start With a Pre-Qualified Supplier Pool
The fastest qualification shortcut is to begin with suppliers who have already been audited. For engineers sourcing CNC milled aluminum, steel, or titanium components from Chinese manufacturers, platforms that publish pre-screened verified CNC milling manufacturers with documented equipment lists, tolerance ranges, ISO certifications, and material capabilitiescompress what used to be a 3–4 week qualification phase into a structured 24–48 hour RFQ cycle.
Haizol, for example, gives procurement managers direct access to factory-level capability data across 3-, 4-, and 5-axis milling, covering over 40 materials from 6061-T6 aluminum to PEEK thermoplastics, with first-article inspection (FAI) reports and CMM verification built into the supplier profile.
Starting hererather than from a cold Google search eliminates the most time-consuming step in the sourcing process: determining who is actually capable before investing in an RFQ.
Step 1: Match Part Complexity to Axis Capability
The first hard filter in any CNC milling supplier evaluation is axis count. Mismatching part geometry to machine capability doesn’t just slow lead times it creates tolerance stack-ups across re-fixturing cycles that can invalidate your critical dimensions entirely.
- 3-axis milling: Flat surfaces, slots, drilled holes, and prismatic features the right choice for the majority of standard enclosures, brackets, and housings
- 4-axis milling: Parts requiring machined features on a cylindrical face, or components where a rotary axis eliminates a second setup
- 5-axis simultaneous milling: Complex freeform geometry, compound angles, turbine blades, impellers, and aerospace structural components any part where tool access from five sides in a single setup is required to maintain positional tolerance
The qualifier question to ask every supplier: “What is the maximum part envelope your 5-axis machines can accommodate, and can you share a sample inspection report from a comparable part?” A shop that struggles to answer the second half of that question is not production-ready for precision applications.
Step 2: Verify Material Expertise — Not Just Material Availability
Every CNC shop claims to machine aluminum. Fewer have the cutting tool inventory, feeds-and-speeds library, and fixturing knowledge to machine titanium grade 5 (Ti-6Al-4V), Inconel 718, or engineering plastics like Delrin and PEEK without compromising surface finish or inducing residual stress in the workpiece.
Before submitting an RFQ for any non-standard material, request:
- A list of the supplier’s active cutting tool inventory for your specific material (carbide grades, coatings, insert geometries)
- Past project samples in the same alloy or polymer family — with dimensional inspection reports, not just photos
- Surface finish capability data — Ra values achieved in production, not theoretical machine spec
For aerospace and medical applications, also confirm whether the supplier holds NADCAP accreditation for special processes (heat treatment, NDT) that the finished part may require downstream.
Step 3: Evaluate the Inspection Infrastructure
Quoted tolerances are meaningless without the metrology to verify them. A supplier claiming ±0.01 mm tolerance capability on a 5-axis part is making a marketing claim unless they can demonstrate:
- CMM (Coordinate Measuring Machine) verification with documented measurement uncertainty
- First-Article Inspection (FAI) reports in AS9102 or equivalent format, delivered with the first production batch
- Statistical Process Control (SPC) data for high-volume runs tracking Cpk values across critical dimensions
For regulated industries — aerospace (AS9100), medical devices (ISO 13485), automotive (IATF 16949) — certification to the relevant quality management standard is not optional. Request the certificate number and verify its current validity directly with the certifying body before award.
First-Article Inspection (FAI) reports in AS9102 or equivalent format, delivered with the first production batch, often serve as a key component when comparing ppap vs fai requirements.
Step 4: Build a Complete RFQ Package
Quote accuracy is entirely a function of RFQ completeness. Suppliers who quote from incomplete packages either pad for uncertainty or miss requirements entirely both create problems after award.
A complete RFQ for CNC milling must include:
- STEP or IGES 3D CAD file — never rely on a 2D PDF drawing alone for complex geometry
- 2D engineering drawing with GD&T callouts, critical tolerances annotated, and surface finish specified as Ra values
- Material specification with grade — “6061-T6 aluminum,” not “aluminum”; “316L stainless,” not “stainless steel”
- Material certification requirement — AMS, ASTM, or RoHS, if applicable to your end-use application
- Quantity tiers — prototype (1–10 pcs), pilot (50–100 pcs), and production (500+ pcs) simultaneously, to understand unit economics at each stage
- Post-processing specifications — anodizing, passivation, powder coating, heat treatment, thread inserts, and press-fit hardware should all be specified upfront
- Packaging and shipping requirements for production orders — particularly for precision parts susceptible to transit damage
Sending a complete package to three pre-qualified suppliers simultaneously is the fastest way to generate competitive quotes while maintaining quality control over who you’re inviting to bid.
Step 5: Require DFM Feedback Before Cutting
A supplier’s willingness to provide Design for Manufacturability (DFM) feedback before cutting begins is one of the clearest signals of a capable, experienced shop. Common DFM issues in CNC milling include:
- Thin walls — features under 0.5 mm in aluminum or 1.0 mm in steel risk chatter, deflection, and breakage during cutting
- Sharp internal corners — CNC mills use rotating tools, so true 90° internal corners are not achievable; a minimum corner radius equal to the tool radius must be specified or negotiated
- Deep narrow pockets — tool length-to-diameter ratios exceeding 4:1 introduce tool deflection that compromises both tolerance and surface finish
- Feature accessibility — undercuts invisible in a 3D CAD model often require 5-axis access or special form tools that significantly affect cost and lead time
A shop that quotes without flagging any DFM concerns on a geometrically complex part either didn’t review the file carefully or lacks the engineering depth to identify the issue before it becomes a production failure.
Step 6: Structure for Supply Chain Resilience
Single-source dependency on a CNC milling supplier is a supply chain risk that engineering teams often don’t quantify until it materializes. Industry best practice is to qualify and maintain two to three approved suppliers per critical component:
- Primary supplier: Preferred for volume production based on price, lead time, and quality track record
- Secondary supplier: Qualified and production-ready, used for overflow capacity or expedited orders when the primary is constrained
- Domestic backup (where applicable): Higher unit cost, but eliminates international logistics risk for components on the critical path of production schedules
Digital sourcing platforms accelerate this by enabling procurement teams to run parallel qualification processes across multiple factories simultaneously — building the shortlist and maintaining comparative pricing data over time rather than restarting the search each time a primary supplier underperforms.
Red Flags That Should Stop an Award
Before committing to any supplier — regardless of how the initial quote looks — watch for these disqualifying signals:
- Quote provided without reviewing the CAD file: A shop that prices from a verbal description or 2D PDF alone cannot reliably hold tight tolerances
- No quality certifications for a regulated application: ISO 9001 is the floor; AS9100 or ISO 13485 are required for aerospace and medical
- Pricing that defies material and machining cost realities: Anomalously low pricing on complex titanium or Inconel parts usually reflects misread specs, not competitive efficiency
- Vague lead time commitments: A supplier who quotes “4–6 weeks” without referencing current machine utilization is not managing your delivery as a production commitment
- No DFM feedback on a complex part: Silence on a geometrically challenging part is not reassurance it’s a capability gap
